最新新聞
聯(lián)系方式
地址:河北省秦皇島市海港區(qū)文化路街道海陽路159-1號博川大廈4層
郵編:066000
電話:400-168-2626
傳真:0335-8062661
E-mail:sales@victortrading.com.cn
網(wǎng)址:www.carreypaper.com
郵編:066000
電話:400-168-2626
傳真:0335-8062661
E-mail:sales@victortrading.com.cn
網(wǎng)址:www.carreypaper.com
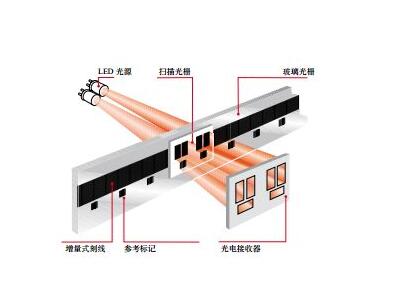
光柵尺的測量原理
光學(xué)掃描型光柵尺或編碼器的測量基準都是周期刻線-光柵。
這些光柵刻在玻璃或鋼材基體上。大長度測量用的光柵尺基體為鋼帶。
這些*密光柵通過多種光刻工藝制造。光柵刻制方法有:
在玻璃上鍍硬鉻線
在鍍金鋼帶上蝕刻線條
在玻璃或鋼材基體上蝕刻三維結(jié)構(gòu)圖案。
開發(fā)的光刻工藝生產(chǎn)的柵距典型值為40 um至4 um。
這種方法除了能刻制柵距非常小的光柵外,而且它刻制的光柵線條邊緣清晰、均勻。再加上光電掃描法,這些邊緣清晰的刻線是輸出高質(zhì)量信號的關(guān)鍵。
母版光柵采用定制的*密刻線機制造。
測量法
測量法是指編碼器通電時就可立即得到位置值并隨時供后續(xù)信號處理電子電路讀取。無需移動軸執(zhí)行參考點回零操作。位置信息來自光柵,它由一系列碼組成。單*的增量刻軌信號用于細分處理后得到位置值,同時也能生成供選用的增量信號。
增量測量法
增量測量法的光柵由周期性的柵狀線條組成。位置信息通過計算自某點開始的增量數(shù)(測量步距數(shù)) 獲得。由于*須用參考點確定位置值,因此在光柵尺或光柵尺帶上還刻有一個帶參考點的軌道。參考點確定的光柵尺位置值可以到一個測量步距。*須通過掃描參考點建立基準點或確定上次選擇的原點。
有時,機床需要的運動行程很大。為加快和簡化“參考點回零”操作,許多光柵尺刻有距離編碼參考點,這些參考點彼此相距數(shù)學(xué)算法確定的距離。移過兩個相鄰參考點后(一般只有數(shù)毫米) (見表),后續(xù)電子電路就能找到參考點位置。如果光柵尺或編碼器型號后有字母“C"表示是距離編碼參考點(例如LS487C )。

上一篇:柱塞泵齒輪泵常見故障及其原因
下一篇:增壓閥工作原理
相關(guān)新聞
- [2021-12-15]開關(guān)變壓器好壞檢測
- [2021-07-20]電磁流量計使用中的常見故障
- [2021-08-02]頻譜分析儀的工作原理
- [2023-01-10]溫度測量儀表的種類和使用方法
